
北京華北輕合金
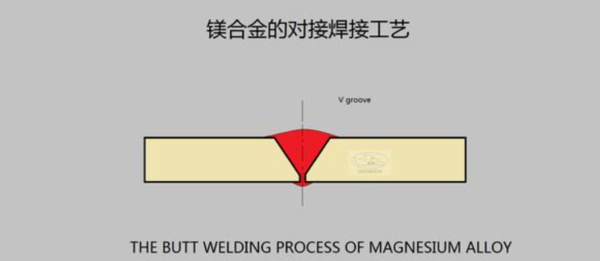
鎂合金的常用焊接方法鎂及鎂合金具有密度小、比強度及比剛度高、阻尼性好、傳熱快、導電性強、電磁屏蔽性好等特點,在汽車、通訊及航空航天等領域具有廣闊的應用前景。 鎂合金作為一種結構材料,在工程實際應用中要考慮其連接的問題,焊接是最常用的連接方法。鎂合金自身特性決定了其焊接性能較差,難以實現可靠焊接。我國作為鎂資源最豐富的國家之一,總儲量是世界總儲量的22.5%,因此,鎂合金焊接研究已成為我國鎂合金深加工的重要方向之一。 為解決鎂合金焊接中實際存在的氧化、氮化、蒸發、裂紋、氣孔、燒穿和熱影響區晶粒粗大等問題,根據國內外研究現狀,針對典型鎂合金材料焊接中存在的一些問題,介紹其焊接方法和焊接工藝措施。 目前,鎂合金結構件,尤其是型材、板材應用需求不斷增加,鎂合金連接工藝成為必須解決的問題,而焊接是金屬材料連接工藝中最簡單普遍的連接方式。相對于鋼鐵材料及鋁合金,鎂合金焊接性能較差,焊接問題成為制約其廣泛應用的首要問題。因此,鎂合金焊接技術的開發和應用對鎂合金產業化具有重要的現實意義。在鎂合金焊接中,鎢極氬弧焊(TIG)因簡單實用成為鎂合金焊接中最常用的一種焊接方法。那么,如何采用鎢極氬弧焊(TIG)對AZ31鎂合金進行焊接呢? 例如,對經常應用的6mm厚AZ31鎂合金擠壓板,有關研究者選擇與母材相同化學成分的直徑為3mm的AZ31鎂合金擠壓焊絲。 使用WSME315型氬弧焊交直流焊機,保護氣體為純度99%的氬氣。 為了順利地實現了6m厚AZ31鎂合金擠壓板材的平板對接。焊接前母材開60°的V型坡口,按平板組口方向沿板材壓方向。焊前先用丙酮清除板材表面油污,然后再用砂紙正反面打磨去除表面氧化膜。焊接過程采用雙面填絲焊接工藝,取得滿意的效果。
|
0352-6243736 15313192913

Internet Design